
��ɽ���Ϻ���̩װ�β�������˾

��ɽ�����峧��
��Ӫ��˫��������,��̼������,Ļǽ������,��ǽ������,���������,ľ��������,�����尲װ,�´���ʯ����


- 1
- 2
��Ӧ��Ʒ����
��Ʒ�Ƽ�
-

���ۣ�2000 Ԫ
-

���ۣ�2000 Ԫ
-

���ۣ�1500 Ԫ
-

���ۣ�1500 Ԫ
-

���ۣ�1500 Ԫ
-

���ۣ�175 Ԫ
-

���ۣ�175 Ԫ
-

���ۣ�175 Ԫ
-

���ۣ�120 Ԫ
-

���ۣ�170 Ԫ
-

���ۣ�120 Ԫ
-

���ۣ�185 Ԫ
-

���ۣ�170 Ԫ
-

���ۣ�170 Ԫ
-

���ۣ�550 Ԫ
��ϵ����
- \
- ��˾��:��ɽ���Ϻ���̩װ�β�������˾
- ��ַ���㶫��ɽ�Ϻ���
- �绰������鿴
- QQ��
- ��ַ��http://ftldb.blogcn.com

��ɽ���Ϻ���̩װ�β�������˾ >> ��ҵ����
˫����������ʲô��
�������ڣ�2019-10-18
��Դ��http://shuozuihua.blogcn.com
���ߣ�������
������ά����������ǣ�˫�������壩�ķ�չ�������豸�Ѿ����������õ��ӹ������У������������豸�ļӹ����������������豸��Ӧ������Ϊ������Ա���ĵ��ȵ�����֮һ��������ͨ������ļӹ���ͨ���ֹ���̼���ʵ�֣������ڸ�����������ļӹ�����Ҫ�����Ƚ���CAM�������켼����ʵ�֡�
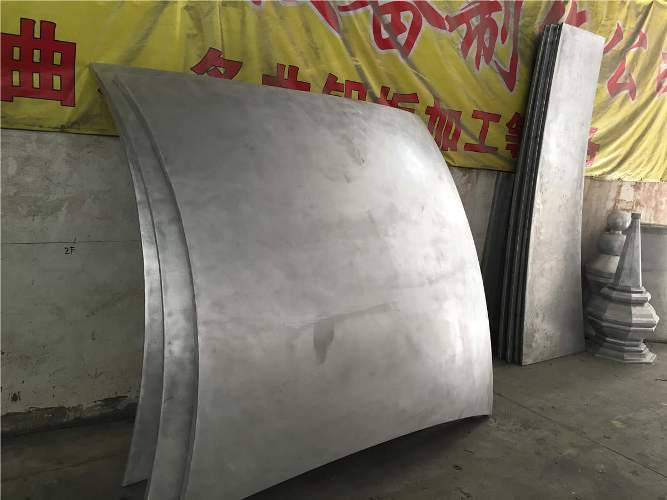



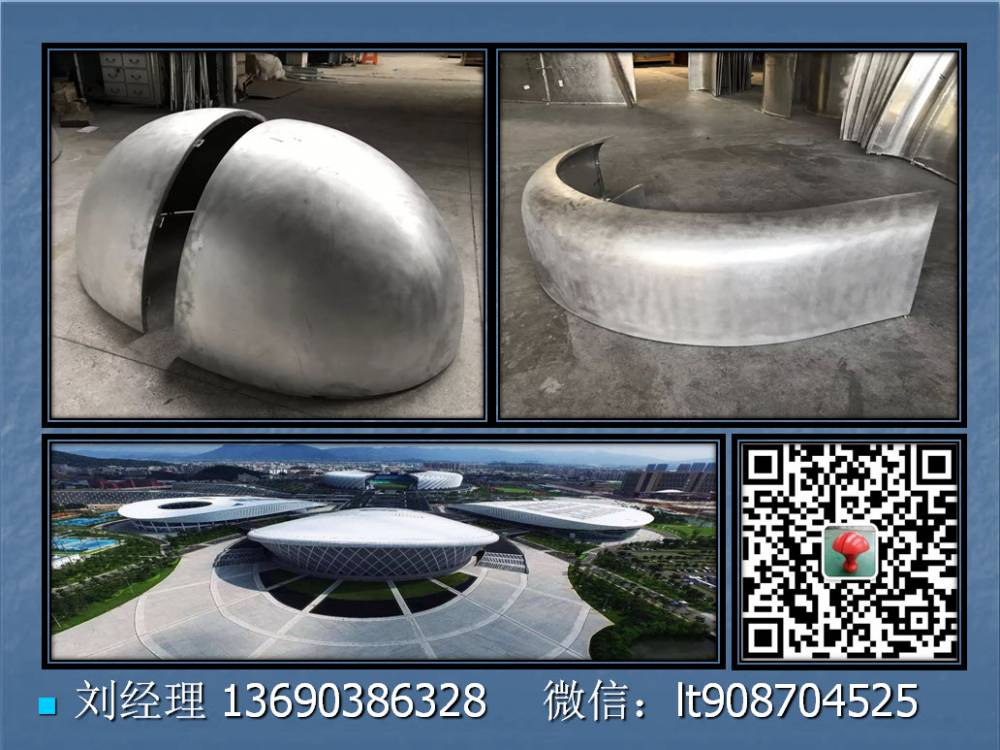



˫�����������������Ҫ�����ý��������ϵ����ԣ���ģ֮������������ӹ���Ǽ���һ�ַ���������������������ʸߣ�����ʵ�ֻ�е�����Զ����������ܼӹ��������������Լӹ��������������״���ӵ��������������ڷ������������������������ճ�����ȷ���Ӧ�ü���㷺��������������������ײ�����������ѵ�ȱ�ݣ�ͨ����������ѹ��Ȧװ�ã��ı�ѹ������С����Ч��ֹ��������ѣ������о���������������ܣ�����Գ��ι�������ʩ��ѹ������С���о���������������ȵ�֮һ��ѹ�����Ĵ�С�������кܴ��Ӱ�죬ѹ������������Σ�ս��洦����Ӧ�������±䱡����������ƻ���ѹ����̫С�����Ч�����ã���˺���ѡ��ѹ�����Ĵ�С�ͼ��ع�ϵ�Ե���Ϊ��Ҫ��








ѹ�����ļ���������ι�����ʩ��ѹ���������ּ���ģʽ��һ���Ƕ���ѹ��������ģʽ����ָ�������������������ѹ������ֵ����ʱ����г̶��ı䣬��ֵ��һ���ɾ��鹫ʽ�õ��ij������Ӽӹ������й��յĸ��Ӷ����������������ڶ���ѹ������˳�����Σ���ô����ѹ�������������ѹ��������ʵ��˵�������ڸ�������������ԣ�����ѹ�������ؿ��Գ�������ķ�Χ��С���ڶ����ǽ���ѹ�������أ���ָ�ڰ������������ѹ������ֵ��ʹ���ϲ��������塢��������ķdz���ѹ��������������ͨ�����۷�����������о�������˲�����������������巢���Ľ���ѹ�������㹫ʽ�������ٽ�Сѹ��������ʽ������֤���ٽ�ѹ�����������ߵĿ������Լ������ԣ���ȷֲ����Ӻ��������ȵ��ŵ㡣��Ȼ���ý���ѹ����������Ч�ر���ʧ������������������Ľ��н���ѹ�����DZ仯�ģ����Ҳ��ý���ѹ�������غ��ѿ��ƣ����Խ�����Ԥ��ʧ�ȼ������о���Ϊ�ˣ�Ϊ�˻�ø��õijߴ羫�ȡ��ӹ������Լ��ϸߵ������ʣ�һЩѧ������˵����ּ���ģʽ����ѹ��������ģʽ����ָ�ڰ��������������ʱ���ģ�г̺����ص�����ʩ��ѹ�����Ĵ�С����ѹ��������ģʽ�ַ�Ϊ�����͡������͡����ͺ͡���[��20����90���Sim H.B.��Boyce M.C. ����������Ԫ�ķ����Ա�ѹ�������ص�������̽�������ֵģ�����飬����������ַ�������Ч�滺���塣˫�������峧�ҽ����˰��ϵĶ���ѹ�����ͱ�ѹ�����������飬�����Ƚϵó��½��͵ı�ѹ����ģʽ�ܹ�����μ��Ľ�������߶ȣ�������������еij�����������Dynaform�����������˺��μ�������ѹ��Ȧ�ͷֿ�ѹ��Ȧ�ֱ��ڶ�ѹ�������Լ������͡������͡����ͺ͡������ֱ�ѹ��������µ�������ν������о����ó���ѹ����������ߺ��μ��ij��ν��ޣ��ֿ�ѹ��Ȧ�½����͵ļ���ģʽ�����Ǵ���Բ���ĺ��μ���ý��ų��ν��ޡ�������ֵģ���������Ըߵ�02���Ͻ���Ͻ�������ʱ��仯����ѹ��Ȧλ�ñ仯�ı�ѹ���������о����ó��������������ѹ������������������Ͻ���ϵij������ܣ�ʩ��ѹ����ʱ��Ӧ����ѹ��Ȧ���λ�ò������밼ģ�ٶȺͱ��γ̶���ȷ��������ѹ��Ȧѹ�����Ĵ�С��������ֵģ����и��ּ��ط�ʽ�ıȽ��о����������ñ�ѹ������������ڶ���ѹ�������ش�����������������ܣ������������ޡ�Ϊ�ˣ�Ŀǰ�����������������ñ�ѹ�������ط�ʽ��˫�������峧�ҵIJ��������������ӽ��ռ����Ƿdz���Ҫ�ģ��������ӽ����������������߲�Ʒ�����ͽ��ͳɱ�����Ҫ��֤���ǰ�˫������۸��1500Ԫ/ƽ������450-800Ԫ/ƽ���Ŀɽ������䷶Χ�ļ�ʵ������
��һƪ�� �����˫���� ��һƪ�� ˫��������ѹ������ӹ���
��Ʒ��Ӧ
-
���ۣ�2000 Ԫ

-
���ۣ�2000 Ԫ
-
���ۣ�1500 Ԫ
-
���ۣ�1500 Ԫ
-
���ۣ�1500 Ԫ
-
���ۣ�175 Ԫ
-
���ۣ�175 Ԫ
-
���ۣ�175 Ԫ
-
���ۣ�120 Ԫ
-
���ۣ�170 Ԫ
-
���ۣ�120 Ԫ
-
���ۣ�185 Ԫ